No products in the cart.
جوشکاری فورجینگ چیست؟

میلگرد ها یکی از عناصر اصلی پروژه های صنعتی و ساختمانی می باشند که اتصال میلگرد ها به روش های مختلفی انجام می گیرد که جوش فورجینگ یا جوش سر به سر میلگرد نیز یکی از روش های اتصال انواع میلگرد است. این روش، با تکیه بر گرما و فشار، بدون نیاز به مواد پرکننده، اتصالی قوی بین میلگرد ها ایجاد میکند.
جوش فورجینگ چیست؟
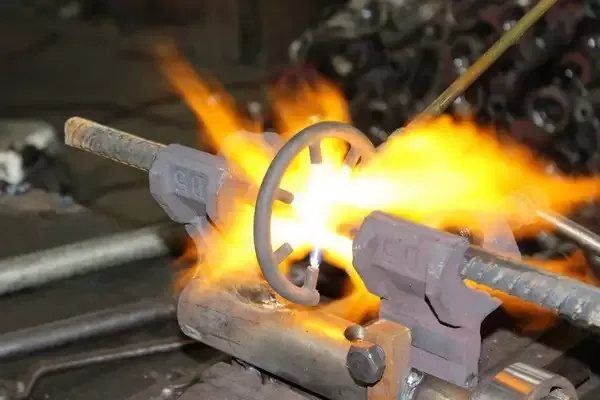
جوش فورجینگ ( Forge welding )، روشی از جوشکاری در حالت جامد است که به طور خاص برای اتصال میلگردها در پروژه های عمرانی کاربرد دارد. در این روش، با استفاده از شعلهای حاصل از ترکیب گاز اکسیژن و یک گاز سوختنی (معمولاً استیلن)، دو سر میلگرد را حرارت میدهند تا به حالت خمیری برسند؛ سپس با اعمال فشار، این دو قطعه به یکدیگر متصل میشوند.
این فرآیند باعث ایجاد یک اتصال یکنواخت، مستحکم و بادوام می شود که از نظر خواص مکانیکی، تقریباً مشابه یا حتی قوی تر از خود میلگرد است.

روش فورجینگ به چه صورت است؟
ابتدا سطوح اتصال قطعات به دقت تمیز و آمادهسازی میشوند تا هرگونه آلودگی و اکسید از بین برود. سپس با استفاده از منابع حرارتی مانند شعله اکسی-استیلن یا سیستمهای القایی، دمای قطعات تا نقطه مورد نظر افزایش مییابد. در این مرحله، کنترل دقیق دما بسیار مهم است زیرا دمای بیش از حد میتواند باعث تخریب ساختار فلز شود.
پس از رسیدن به دمای مناسب، قطعات تحت فشار مکانیکی قرار میگیرند. این فشار باید به صورت یکنواخت و کنترل شده اعمال شود تا اتصال مناسبی شکل بگیرد. در طول فرآیند، معمولاً از سیستمهای خنککننده برای کنترل سرعت سرد شدن استفاده میشود تا ساختار متالورژیکی مطلوب در محل اتصال شکل بگیرد. این روش نیازمند تجهیزات تخصصی و اپراتورهای ماهر است که بتوانند پارامترهای فرآیند را به درستی کنترل کنند.
مزایای جوشکاری فورجینگ چیست؟
- عدم نیاز به ماده واسط
- به برق نیاز ندارد
- ساده، آسان و قابل دسترس
- اطمینان و امنیت بالا
- کاهش حجم محل جوش
- صرفه جویی در مصرف میلگرد
- مقرون به صرفه بودن
عدم نیاز به ماده واسط ، مزایای جوشکاری فورجینگ
در این روش، اتصال مستقیماً بین دو قطعه فلزی ایجاد میشود که این امر باعث کاهش احتمال ناخالصی در محل جوش و افزایش کیفیت اتصال میشود.
عدم استفاده از مواد واسط همچنین باعث کاهش هزینههای مواد مصرفی، کاهش زمان آمادهسازی و افزایش سرعت فرآیند میشود. این ویژگی به خصوص در مواردی که نیاز به اتصالات با استحکام بالا و بدون ناخالصی است، بسیار ارزشمند است.
به برق نیاز ندارد، یکی از دلایل برتری جوشکاری فورجینگ
جوشکاری فورجینگ برخلاف بسیاری از روشهای جوشکاری، نیازی به منبع برق ندارد و با استفاده از منابع حرارتی مختلف مانند شعله اکسی-استیلن انجام میشود.
این ویژگی امکان استفاده از این روش را در مناطق دورافتاده یا جاهایی که دسترسی به برق محدود است، فراهم میکند. همچنین عدم وابستگی به برق باعث کاهش هزینههای عملیاتی و افزایش انعطافپذیری در محل کار میشود.

ساده، آسان و قابل دسترس، ویژگی های برجسته جوشکاری فورجینگ
فرآیند جوشکاری فورجینگ با وجود پیچیدگیهای فنی، از نظر اجرایی نسبتاً ساده و قابل درک است. این روش نیاز به تجهیزات پیچیده الکترونیکی ندارد و با آموزش مناسب، اپراتورها میتوانند به سرعت با آن آشنا شوند. دسترسی به تجهیزات و مواد مورد نیاز نیز نسبتاً آسان است و در اکثر مناطق صنعتی میتوان به راحتی تجهیزات مورد نیاز را تهیه کرد.
اطمینان و امنیت بالا، رمز موفقیت جوشکاری فورجینگ
جوشکاری فورجینگ به دلیل ماهیت فرآیند و عدم استفاده از جریان الکتریکی، ایمنی بالایی دارد. خطرات مرتبط با برقگرفتگی و تشعشعات الکترومغناطیسی در این روش وجود ندارد. همچنین کیفیت جوش تولید شده بسیار قابل اطمینان است و میتوان با بازرسیهای ساده، از کیفیت اتصال اطمینان حاصل کرد.
 انواع اتصالات جوشکاری
انواع اتصالات جوشکاریانواع اتصالات جوشکاری

انواع اتصالات جوشکاری
کاهش حجم محل جوش، یکی از مزایای جوشکاری فورجینگ
در این روش، به دلیل اعمال فشار مکانیکی و عدم استفاده از مواد پرکننده، حجم محل جوش به حداقل میرسد. این ویژگی باعث میشود که اتصال ایجاد شده از نظر ظاهری تمیزتر و از نظر مکانیکی یکنواختتر باشد. کاهش حجم محل جوش همچنین باعث کاهش تنشهای پسماند و تغییر شکلهای ناخواسته میشود.
صرفه جویی در مصرف میلگرد، بهینهسازی مواد در جوشکاری فورجینگ
جوشکاری فورجینگ با کاهش نیاز به همپوشانی و حذف مواد اضافی در محل اتصال، باعث صرفهجویی قابل توجهی در مصرف میلگرد میشود. این امر به خصوص در پروژههای بزرگ که حجم زیادی از میلگرد مصرف میشود، میتواند به کاهش قابل توجه هزینهها منجر شود.
مقرون به صرفه بودن، مزیت اقتصادی جوشکاری فورجینگ
با در نظر گرفتن تمام جوانب، جوشکاری فورجینگ یک روش مقرون به صرفه است. عدم نیاز به مواد مصرفی گران قیمت، کاهش مصرف انرژی، افزایش سرعت کار، کاهش ضایعات و دوام بالای اتصالات، همگی باعث میشوند که این روش از نظر اقتصادی به صرفه باشد. همچنین هزینههای نگهداری و تعمیرات تجهیزات نیز نسبت به روشهای دیگر کمتر است.
معایب جوش فورجینگ
- کنترل سخت میزان حرارت
- نیاز به کار متخصص
- تغییر ساختار میلگرد و کاهش مقاومت آن
- تاثیرپذیری از شرایط اقلیمی مکان جوش
- نیاز به فشار یکسان به دوسر میلگرد
کنترل سخت میزان حرارت
دمای بیش از حد میتواند باعث سوختن و تخریب ساختار فلز شود، در حالی که دمای ناکافی منجر به اتصال ضعیف میگردد. کنترل دما به خصوص در شرایط محیطی متغیر و در کارگاههای روباز بسیار دشوار است. این مسئله نیازمند تجربه بالا و دقت زیاد اپراتور است و حتی با وجود تجهیزات پیشرفته، همچنان یکی از چالشهای اصلی این روش محسوب میشود.
نیاز به کار متخصص
جوشکاری فورجینگ نیازمند مهارت و تخصص بالایی است و نمیتواند توسط افراد غیرمتخصص انجام شود. جوشکار باید توانایی تشخیص دمای مناسب، زمانبندی دقیق اعمال فشار و ارزیابی کیفیت جوش را داشته باشد. آموزش نیروی متخصص زمانبر و پرهزینه است و در برخی مناطق، دسترسی به جوشکاران ماهر در این زمینه محدود است. این امر میتواند باعث افزایش هزینهها و محدودیت در اجرای پروژهها شود.

تغییر ساختار میلگرد و کاهش مقاومت آن
حرارت بالا در فرآیند جوشکاری فورجینگ میتواند باعث تغییرات متالورژیکی در ساختار میلگرد شود. این تغییرات ممکن است منجر به کاهش مقاومت مکانیکی در منطقه متأثر از حرارت (HAZ) شود. تغییر در اندازه دانهها، تشکیل فازهای نامطلوب و تنشهای حرارتی میتواند خواص مکانیکی میلگرد را تحت تأثیر قرار دهد. این مسئله به خصوص در سازههای حساس و پروژههای با الزامات ایمنی بالا باید مورد توجه ویژه قرار گیرد.
تاثیرپذیری از شرایط اقلیمی مکان جوش
شرایط محیطی مانند دما، رطوبت و باد میتواند تأثیر قابل توجهی بر کیفیت جوش فورجینگ داشته باشد. در شرایط آب و هوایی نامساعد، کنترل دما و فرآیند جوشکاری بسیار دشوارتر میشود. رطوبت بالا میتواند باعث اکسیداسیون سریع سطوح شود، باد میتواند بر یکنواختی حرارت تأثیر بگذارد و دمای محیط میتواند سرعت سرد شدن را تحت تأثیر قرار دهد. این حساسیت به شرایط محیطی میتواند محدودیتهایی در زمان و مکان اجرای جوشکاری ایجاد کند.

نیاز به فشار یکسان به دوسر میلگرد
اعمال فشار یکنواخت و متعادل به دو سر میلگرد در حین جوشکاری فورجینگ بسیار حیاتی است. عدم تعادل در فشار اعمال شده میتواند منجر به ناهمگنی در اتصال و کاهش کیفیت جوش شود. این امر نیازمند تجهیزات مناسب و دقت بالای اپراتور است. در شرایط کارگاهی و به خصوص در موقعیتهای دشوار، حفظ این تعادل میتواند چالشبرانگیز باشد و ممکن است نیاز به تجهیزات خاص یا روشهای کمکی داشته باشد.
برای جوشکاری فورجینگ به چه وسایلی نیاز است؟
- دستگاه جوش فورجینگ
- دستگاه برش سرد
- میله نگهدارنده میلگرد
- مخزنها، لولههای عبور گاز، شیرها و فشارسنج
- مشعل
دستگاه جوش فورجینگ
دستگاه جوش فورجینگ قلب سیستم جوشکاری است که شامل یک فریم اصلی، سیستم نگهدارنده میلگردها و مکانیزم اعمال فشار میباشد. این دستگاه باید قابلیت تنظیم دقیق فشار و نگهداری محکم میلگردها را داشته باشد. سیستم کنترل دستگاه امکان تنظیم پارامترهای جوشکاری مانند زمان حرارتدهی و میزان فشار را فراهم میکند و معمولاً مجهز به نشانگرهایی برای کنترل این پارامترها است.

دستگاه برش سرد
دستگاه برش سرد برای آمادهسازی سطوح میلگردها قبل از جوشکاری استفاده میشود. این دستگاه باید توانایی ایجاد برشهای عمود و صاف را داشته باشد تا سطوح تماس مناسبی برای جوشکاری ایجاد شود. کیفیت برش در این مرحله تأثیر مستقیمی بر کیفیت نهایی جوش دارد. دستگاه برش باید متناسب با سایز میلگردهای مورد استفاده انتخاب شود و قابلیت تنظیم زاویه برش را داشته باشد.
میله نگهدارنده میلگرد
سیستم نگهدارنده میلگرد شامل گیرهها و فکهای مخصوصی است که میلگردها را در موقعیت صحیح و ثابت نگه میدارد. این سیستم باید توانایی نگهداری محکم میلگردها را داشته باشد تا در حین اعمال فشار و حرارت، هیچ گونه جابجایی رخ ندهد. طراحی این سیستم باید به گونهای باشد که امکان تنظیم سریع و دقیق موقعیت میلگردها را فراهم کند.
مخزنها، لولههای عبور گاز، شیرها و فشارسنج
سیستم تأمین و کنترل گاز شامل مخازن گاز اکسیژن و استیلن، رگلاتورها، شیرهای کنترل و فشارسنجهای دقیق است. این سیستم باید امکان تنظیم دقیق جریان گاز و کنترل فشار را فراهم کند. تمامی اتصالات و شیلنگها باید از نوع مرغوب و استاندارد باشند و به طور منظم بازرسی شوند تا از نشتی گاز جلوگیری شود.
مشعل
مشعل جوشکاری باید قابلیت تولید شعله با دمای مناسب و یکنواخت را داشته باشد. انتخاب نازل مناسب برای سایز میلگرد مورد استفاده ضروری است.
مشعل باید مجهز به سیستمهای کنترل دقیق جریان گاز و امکان تنظیم شعله باشد. همچنین باید از نوع مرغوب و استاندارد باشد تا دوام و ایمنی لازم را داشته باشد.
امتیاز ۵ از ۵ – ۱ رای
adminweb


برای نوشتن دیدگاه باید وارد بشوید.